
There are various opinions and reference standards regarding how to quantitatively analyze the wear of slewing bearings (turntable bearings) in order to determine appropriate timing for repair or replacement. As a guiding recommendation, many technical documents or manuals are either vague, overly obscure, or even fabricate certain technical indicators.
In actual production and condition monitoring of slewing bearing wear, it is extremely difficult to achieve effective measurement. As a result, many inspections become merely formalities—performance indicators may look acceptable on paper, but are very difficult to implement in practice.
To evaluate the rotational accuracy of slewing bearings, four key indicators are generally used:
- Axial runout (face runout)
- Radial runout
- Maximum gear runout (tooth runout peak)
- Bearing clearance
Therefore, in simple terms, evaluating the wear of a slewing bearing essentially means monitoring these four precision and rotational accuracy indicators.
Among these four indicators, those that directly reflect slewing bearing wear are bearing clearance, axial runout, radial runout, and gear runout. Fundamentally, all of them have a causal relationship with multiple bearing performance parameters. Consequently, monitoring bearing clearance is the most critical priority.

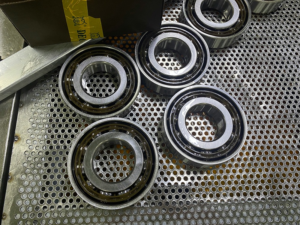
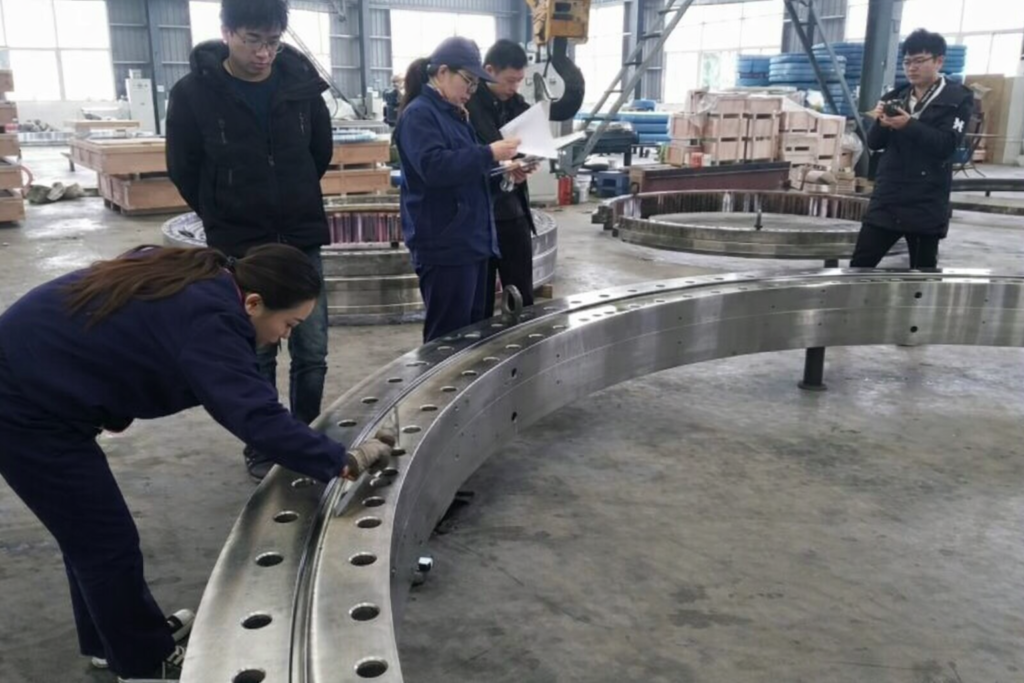
The figure above shows comprehensive bearing clearance inspection and recording performed before the bearing leaves the factory.
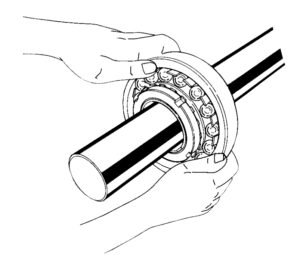
Using bearing clearance as the benchmark for wear evaluation, if the drawing specifies a clearance range of 0.15–0.35 mm, then 0.35 mm represents the maximum allowable clearance under design conditions.
- When the measured clearance exceeds twice the maximum value (approximately 0.7 mm), the bearing requires maintenance and repair.
- When the clearance exceeds three times the maximum value (approximately 1.0 mm), preparation for new bearing replacement is required.
In addition, axial runout and radial runout are also critical inspection items, as they indicate the flatness deviation and roundness condition of the bearing.
After the bearing is installed on the machine, it is very difficult to measure these four indicators as freely and comprehensively as in a factory environment. In many cases, after installation, only a limited portion of the bearing—such as the section meshing with the pinion—can be observed, which represents only the “tip of the iceberg.”
Therefore, when rotational accuracy cannot be directly measured after installation, the most straightforward inspection method is to evaluate the gear tooth contact pattern. As an acceptance criterion, along the vertical line of contact at the gear pitch circle, the contact area should be vertically centered, evenly distributed, and cover 40%–70% of the tooth surface, which indicates a healthy condition.
If, after installation, the contact pattern is abnormal—and after excluding factors such as installation errors, improper adjustment, foundation settlement, or structural deformation—then changes in bearing wear must be considered.
At this stage, if additional symptoms occur, such as abnormal noise during rotation, unidentified metallic particles in the grease, jamming, unsmooth rotation, or dead spots, the bearing must definitely be prepared for replacement in advance. It is strongly recommended to procure a new bearing at least 90 days in advance to avoid unexpected downtime.