
As a bearing applications engineer, I often receive questions from equipment manufacturers in the food industry about how to properly select bearings that meet strict safety and performance requirements. Unlike standard bearings used in industrial machinery, food-grade bearings must meet specialized standards because they may operate in environments where there is direct or indirect contact with food. The wrong choice not only leads to equipment downtime but can also introduce health risks and compliance issues.
In this article, I will explain the main standards and requirements for food-grade bearings, focusing on the raw materials, production processes, lubrication, and other key factors that determine whether a bearing is suitable for food equipment applications.

1. Raw Material Requirements for Food-Grade Bearings
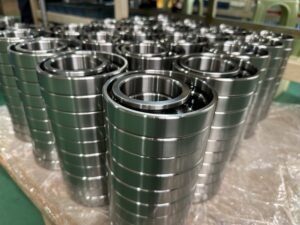
The first step in producing a food-grade bearing is selecting the right raw materials. Traditional bearing steel is not always suitable because it can corrode or release unwanted substances when exposed to food or cleaning agents.
Stainless Steel (AISI 440C, AISI 316L): The most common choice for food-grade bearings is stainless steel, particularly grades that offer high corrosion resistance. AISI 316L is often preferred in food processing because it resists chemicals and cleaning solutions better than 440C.
Ceramics: In some applications, ceramic materials such as silicon nitride are used for rolling elements to provide non-magnetic, corrosion-resistant performance.
Polymers and Coatings: Food-safe polymers or special coatings (like FDA-approved PTFE) are sometimes applied to bearing components to prevent metal contamination and improve washdown resistance.
The key requirement is that all materials must be non-toxic, corrosion-resistant, and compliant with international food safety standards.
2. Production Processes and Clean Manufacturing
In addition to raw materials, the manufacturing process itself must follow strict hygiene standards. Bearings for the food industry cannot be produced under the same conditions as general-purpose industrial bearings.
Cleanroom Assembly: To prevent contamination, food-grade bearings are often assembled in cleanroom environments.
Surface Finishing: Polished surfaces help reduce the risk of bacteria buildup and make cleaning easier.
Traceability: Each bearing should be fully traceable to ensure compliance with food safety regulations during audits.
The goal is to produce bearings that are free of surface contamination, burrs, or residues that could compromise food safety.
3. Lubrication Requirements for Food-Grade Bearings
Lubrication is one of the most critical aspects of food-grade bearings. Since lubricants can potentially migrate into food products, only certified food-grade lubricants should be used.
NSF H1 Lubricants: Bearings must be lubricated with NSF H1-approved lubricants, which are safe for incidental food contact.
High Resistance to Washdowns: Because food equipment is frequently cleaned with water and chemicals, lubricants must resist washout and maintain film strength under harsh conditions.
Grease vs. Dry Lubrication: In some cases, manufacturers use self-lubricating polymers or solid lubricants to avoid the risk of grease migration.
Using non-food-grade grease in food equipment is a major compliance risk and could result in costly product recalls.
4. Other Requirements for Food-Grade Bearings
Beyond materials and lubrication, there are additional requirements that food equipment manufacturers must consider:
Compliance with Regulations: Bearings must comply with FDA (U.S. Food and Drug Administration), EU Regulation (EC) No. 1935/2004, or other regional food safety standards.
Sealing Solutions: Food-grade bearings often use special seals made from FDA-approved elastomers to prevent lubricant leakage and block out contaminants.
Temperature Resistance: Bearings must withstand temperature fluctuations, from high-heat cooking environments to freezing storage conditions.
Corrosion Protection: Since equipment is regularly exposed to moisture, bearings need excellent corrosion resistance to avoid rust contamination.
All of these factors ensure that food-grade bearings provide safe, reliable, and long-lasting performance in food equipment.
5. Why Standards Matter in Food Equipment Bearings
From my experience working with food equipment manufacturers, I have seen the consequences of using non-compliant bearings—unexpected downtime, contamination risks, and regulatory penalties. By following the correct standards and requirements, companies not only protect consumer health but also protect their brand reputation and reduce long-term costs.
Food-grade bearings are not just a component; they are part of the overall food safety system. Choosing the right bearings means choosing reliability, compliance, and peace of mind.
Conclusion
Food-grade bearings must meet strict requirements in terms of raw materials, clean production, lubrication, and regulatory compliance. As an engineer, I always emphasize that these bearings are not interchangeable with standard industrial bearings. The stakes are higher in the food industry, where even the smallest risk of contamination can have serious consequences.
If you are selecting bearings for food equipment, make sure to verify the compliance of the materials, lubrication, and production standards. This ensures your equipment remains safe, efficient, and fully aligned with global food safety regulations.